гёЯЊДѓПкОЖЕФДђзЎЙмГЇМвСйвЪШ№дДЙЄУГ
гёЯЊДђзЎЙмжЊЪЖТна§ИжЙмЪЧвдДјИжОэАхЮЊдВФСЯЃЌОГЃЮТМЗбЙГЩаЭЃЌвдздЖЏЫЋЫПЫЋУцТёЛЁКИЙЄвеКИНгЖјГЩЕФТна§ЗьИжЙмЁЃТна§ИжЙмНЋДјИжЫЭШыКИЙмЛњзщЃЌОЖрЕРдўЙѕЙібЙЃЌДјИжж№НЅОэЦ№ЃЌаЮГЩгаПЊПкМфЯЖЕФдВаЮЙмХїЃЌЕїећМЗбЙЙѕЕФбЙЯТСПЃЌЪЙКИЗьМфЯЖПижЦдк1~3mmЃЌВЂЪЙКИПкСНЖЫЦыЦНЁЃТна§ИжЙмЩњВњЙЄве<br>ЃЈ1ЃЉдВФСЯМДДјИжОэЃЌКИЫПЃЌКИМСЁЃдкЭЖШыЧАЖМвЊОЙ§бЯИёЕФРэЛЏМьбщЁЃЃЈ2ЃЉДјИжЭЗЮВЁ
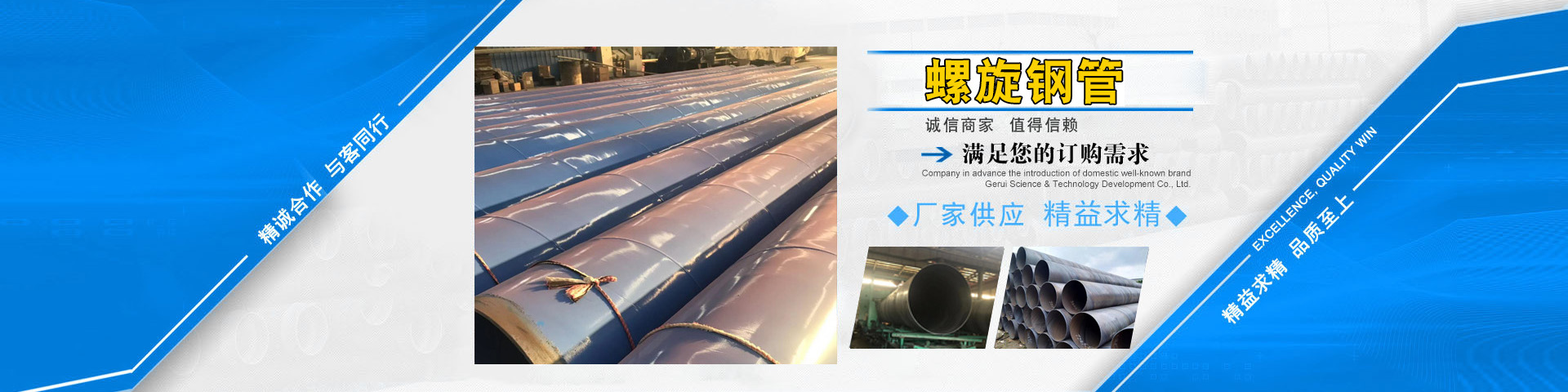
гёЯЊДђзЎЙмжЊЪЖ
Тна§ИжЙмЪЧвдДјИжОэАхЮЊдВФСЯЃЌОГЃЮТМЗбЙГЩаЭЃЌвдздЖЏЫЋЫПЫЋУцТёЛЁКИЙЄвеКИНгЖјГЩЕФТна§ЗьИжЙмЁЃТна§ИжЙмНЋДјИжЫЭШыКИЙмЛњзщЃЌОЖрЕРдўЙѕЙібЙЃЌДјИжж№НЅОэЦ№ЃЌаЮГЩгаПЊПкМфЯЖЕФдВаЮЙмХїЃЌЕїећМЗбЙЙѕЕФбЙЯТСПЃЌЪЙКИЗьМфЯЖПижЦдк1~3mmЃЌВЂЪЙКИПкСНЖЫЦыЦНЁЃ Тна§ИжЙмЩњВњЙЄве
ЃЈ1ЃЉдВФСЯМДДјИжОэЃЌКИЫПЃЌКИМСЁЃдкЭЖШыЧАЖМвЊОЙ§бЯИёЕФРэЛЏМьбщЁЃ ЃЈ2ЃЉДјИжЭЗЮВЖдНгЃЌВЩгУЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌдкОэГЩИжЙмКѓВЩгУздЖЏТёЛЁКИВЙКИЁЃ ЃЈ3ЃЉГЩаЭЧАЃЌДјИжОЙ§НУЦНЁЂМєБпЁЂХйБпЃЌБэУцЧхРэЪфЫЭКЭгшЭфБпДІРэЁЃ ЃЈ4ЃЉВЩгУЕчНгЕубЙСІБэПижЦЪфЫЭЛњСНБпбЙЯТгЭИзЕФбЙСІЃЌШЗБЃСЫДјИжЕФЦНЮШЪфЫЭЁЃ ЃЈ5ЃЉВЩгУЭтПиЛђФкПиЙѕЪНГЩаЭЁЃ ЃЈ6ЃЉВЩгУКИЗьМфЯЖПижЦзАжУРДБЃжЄКИЗьМфЯЖТњзуКИНгвЊЧѓЃЌЙмОЖЃЌДэБпСПКЭКИЗьМфЯЖЖМЕУЕНбЯИёЕФПижЦЁЃ ЃЈ7ЃЉФкКИКЭЭтКИОљВЩгУУРЙњСжПЯЕчКИЛњНјааЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌДгЖјЛёЕУЮШЖЈЕФКИНгжЪСПЁЃ

гёЯЊДђзЎЙмаТЮХ
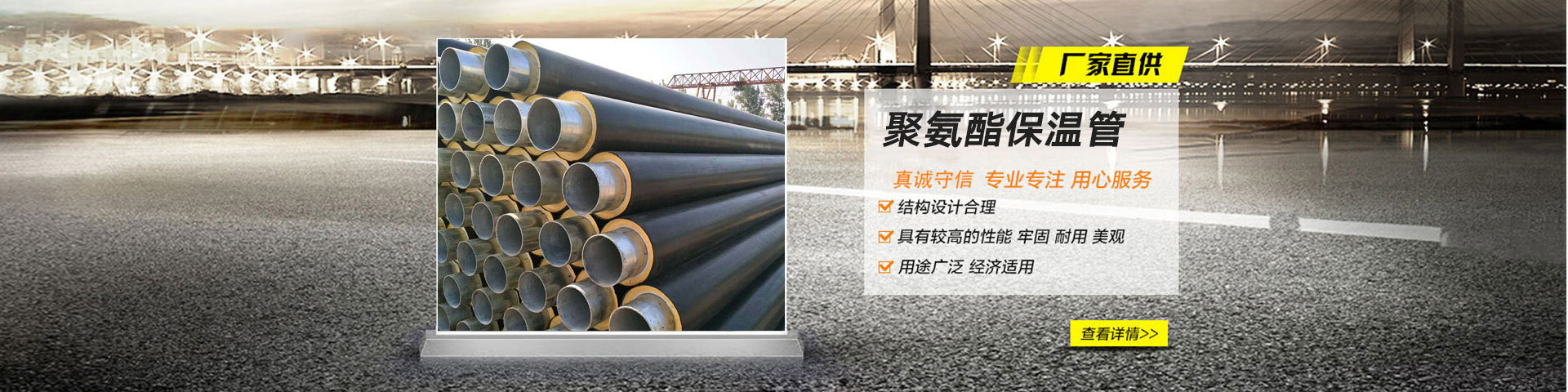
ЫЎФрЙмЕФРэЛЏадФмВЛЮШЖЈЃЌгШЦфЪЧЯжДњЙЄвЕМАГЧЪаЮлЫЎХХЗХЙмХХЗХЕФГЩЗнжавЛЗНУцЫсМюЕФХЈЖШВЛЖЯдіДѓЃЌЖдЫЎФрЙмЕФИЏЪДж№НЅдіЧПЃЌСэвЛЗНУцаќИЁЮядНРДдНЖрЃЌЖдЪмЕНИЏЪДЕФЫЎФрЙмБэУцЫ№ЩЫКмДѓЃЌЪЙЫЎФрЙмЕФЪйУќдНРДдНЖЬЁЃЫљвдЙњФкЁЂЭтЛЗБЃзЈМвКєгѕЮвУЧОЁПьЬдЬЯожЦЪЙгУЫЎФрЙмЃЌгХЯШПМТЧЪЙгУТна§ИжЙмГЇМвЕФаТаЭЗРИЏТна§ИжЙмЙмВФЁЃ
ЛЗбѕУКСЄЧрЗРИЏТна§ИжЙмЕФЙцЗЖвЛАуОГЃгУЕФЪЧВЃСЇВМЃЌЙЄвеЪЧЃКТњЭПвЛВуЛЗбѕУКСЄЧрЗРИЏгЭЃЌВјвЛВуВЃСЇВМЁЃдйТњЭПвЛВуЗРИЏгЭЃЌВјвЛВуВЃСЇВМЃЌКѓТњЭПвЛВуЗРИЏгЭЃЌКЯМЦГЦжЎЮЊЃКСНВМШ§гЭЁЃВЃСЇВМЕФзїгУжївЊЪЧдіМгЗРИЏВуЕФРСІЃЌЗРжЙЛЗбѕУКСЄЧрЗРИЏгЭгВНсКѓПЊСбЩјЫЎЁЃ
ЁЁЁЁЖЦаПИжЙмВЛФмВЩгУКИНгСЌНгЃЌвђЮЊЙмЕРВЛПЩФмШЅЖўДЮЖЦаПДІРэЃЌКИПкФкВрвВУЛАьЗЈзіЗРИЏДІРэЁЃЯждкДгЩшМЦПЊЪМЃЌЭЈГЃЖМЪЧДѓгкЕШгкDN100ЕФЙмЕРгУПЈЙПСЌНгЃЌаЁгкDN100ЕФПЩвдВЩгУЫПНгСЌНгЁЃДгЙцЗЖНтЪЭЩЯПДЃЌВЩгУЖЦаПЙмЕФФПЕФОЭЪЧЗРИЏЃЌЫљвдЖЦаПЙмКЭКИНгСЌНгБОРДОЭЪЧУЌЖмЕФЁЃДгЪЕМЪЪЙгУЧщПіРДПДЃЌШчЙћЙмЕРФкЭЈГЃЪЧГЃЮТЫЎВЂЧвЪЧТњЫЎзДЬЌЕФЛАЃЌКИПкФкВрИЏЪДЧщПіЭЈГЃВЛдѕУДбЯжиЁЃЕЋШчЙћЖЯЫЎЛђЙЉШШЫЎЃЌЗРИЏЪДГЬЖШЛЙЪЧБШНЯбЯжиЕФЁЃ
гёЯЊДђзЎЙмМђНщ
ЗРИЏТна§ИжЙмЩњВњЪБЛЗОГгаФФаЉгАЯьЃК 1ЁЂгІНЋДѓWЗХШШЕФГЕМфЁЂДѓСПЗлГОКЭгаКІЦјЬхЕФГЕМфВМжУдкжїГЇЗПЯТЗчВрЛђдкГЇЧјБпбиЕиЧјЁЃ 2ЁЂГЇЗПзнжсОЁЖеВМжУГЩЖЋЮїЯђЁЃ 3ЁЂГЇЗПжївЊгЗчУцвЛАугІгыЯФМОжїЕМЗчЯђГЩ60Ёу~90ЁуНЧЃЌвЛАуВЛвЫаЁгк45ЁЃМДдўИжГЕМфЕФГЇЗПНЈжўзпЯђгІОЁПЩФмгыжїЕМЗчЯђЁЂЙтееЩфЗНЯђДЙжБВМжУЃЌИФЩЦЭЈЗчВЩЙтЬѕМўЁЃ 4ЁЂЗРИЏИжЙмдўИжГЕМфВМSгІПМТЧГЁЕиЕФЙЄГЬЕиУВЁЂЫЎЮФЕижЪЬѕМўЃЌЖдЛљДЁКЩжиНЯДѓЕФГЇЗПЩшБИгІОЁВМжУдкЭСжЪОљЙДЁЂЭСШРФЭбЙСІДѓЕФЕиЖЮЁЃ ЗРИЏТна§ИжЙмгВЖШжИБъЃЌН№ЪєВФСЯЕжПЙгВЕФЮяЬхбЙЯнБэУцЕФФмСІЃЌГЦЮЊгВЖШЁЃИљОнЪдбщЗНЗЈКЭЪЪгУЗЖЮЇВЛЭЌЃЌгВЖШгжПЩЗжЮЊВМЪЯгВЖШЁЂТхЪЯгВЖШЁЂЮЌЪЯгВЖШЁЂаЄЪЯгВЖШЁЂЯдЮЂгВЖШКЭИпЮТгВЖШЕШЁЃЖдгкЙмВФвЛАуГЃгУЕФгаВМЪЯЁЂТхЪЯЁЂЮЌЪЯгВЖШШ§жжЁЃЧќЗўЕуЃЌОпгаЧќЗўЯжЯѓЕФН№ЪєВФСЯЃЌЪдбљдкРЩьЙ§ГЬжаСІВЛдіМгШдФмМЬајЩьГЄЪБЕФгІСІЃЌГЦЧќЗўЕуЁЃШєСІЗЂЩњЯТНЕЪБЃЌдђгІЧјЗжЩЯЁЂЯТЧќЗўЕуЁЃТна§ЙмдкКИНгЙ§ГЬжагаПЩФмЛсГіЯжКИНгШБЯнЃЌетбљКИНгШБЯнЛсгАЯьЕНТна§ЙмЕФжЪСПЃЌДгЖјЕМжТТна§ЙмЕФЪЙгУЪйУќНЕЕЭЛђепЪЧВЛФмЪЙгУЁЃвЛАуЧщПіЯТЃЌТна§ЙмЕФКИНгШБЯнгжЦјПзЁЂвЇБпКЭСбЮЦЯжЯѓЁЃ ЗРИЏТна§ИжЙмЦјХнШБЯнЃКдкНјааТна§ЙмКИНгЪБЃЌдкКИЕРЕФ ЃЌЛсГіЯжЦјХнШБЯнетжжзДПіЃЌЮЊЪВУДЛсВњЩњетжжЧщПіФи?жївЊЕФдвђЪЧЃЌдкКИНгЕФЙ§ГЬжаЧтЦјЪЧвдЦјХнЕФаЮЪНВаСєдкН№ЪєФкВПЕФЁЃФЧУДШчКЮНтОіетжжЙЪеЯФи?дкКИНгЕФЙ§ГЬжаЃЌЮвУЧашвЊ КИЗьРяУцЕФгЭЁЂЫЎЗжЕШЦфЫћГЩЗжЃЌЖјЧвЛЙашвЊзіКУКцИЩЃЌШЅГ§ЪЊЦјЃЌетбљЧтЦјВХВЛЛсВаСєдкКИЗьРяУцЁЃдкКИНгЙ§ГЬжаМгДѓКИНгЕчСївВПЩвдБмУтЦјХнЕФВњЩњХЖЁЃвЇБпЯжЯѓЃКЕБКИЗьБпГіЯжvзжаЮЙЕВлЃЌВЂЧвЪЧбизХКИЗьжааФЯпВњЩњЕФЪБКђЃЌОЭБэЪОГіЯжСЫвЇБпЯжЯѓЁЃвЛАувЇБпЪЧвђЮЊЕчСїЁЂЕчбЙКЭКИНгЫйЖШВЛЪЪЕБЃЌЫљвдЃЌдкКИНгЕФЙ§ГЬжаашвЊПижЦКУЫйЖШЃЌетбљВХФмгааЇЕФБмУтвЇБпЯжЯѓЕФГіЯжЁЃСбЮЦЃКТна§ЙмСбЮЦЕФВњЩњПЩФмЪЧвђЮЊТна§КИЗьЕФЗНЯђЕФЮЪЬтЃЌЮЊСЫгааЇЕФБмУтТна§ЙмСбЮЦЕФВњЩњЃЌдкКИНгЕФЙ§ГЬжаЃЌашвЊбЯИёАДееКИНгЙЄвеРДВйзїВХааЁЃ
|